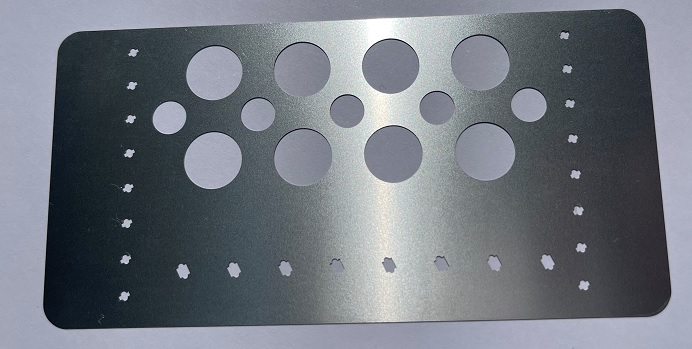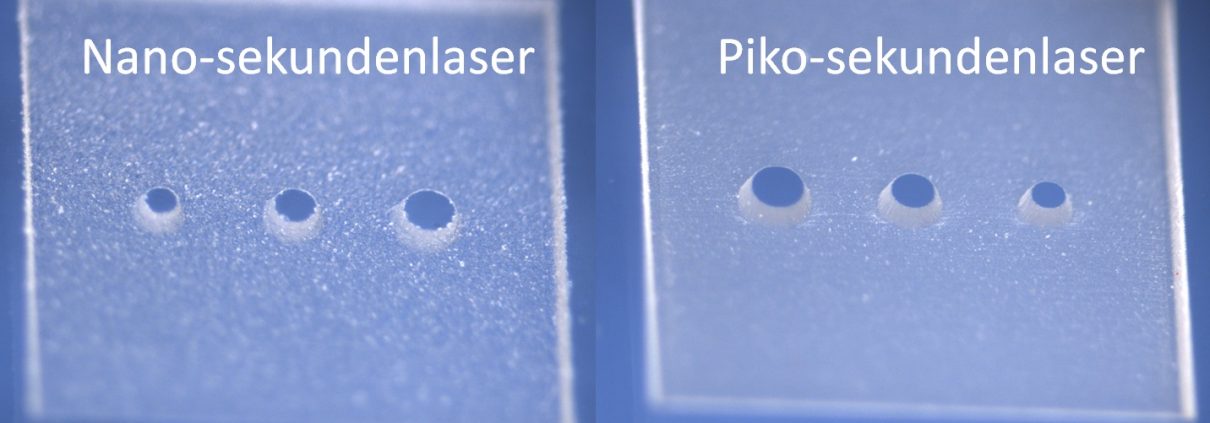
Mit gepulsten Lasern können präzise Oberflächengravuren in nahezu allen Materialien bei hoher Präzision eingebracht werden. Die erzielbaren Toleranzen beim Laserabtragen mit Ultrakurzpuls Lasern betragen wenige µm. Aufgrund der gepulsten Bearbeitung ist der Wärmeeintrag minimal. Grat kann vollständig vermieden werden.
Informationen zum Laserabtragen:
- Fertigungstoleranzen < 5 µm
- Ra < 2 µm
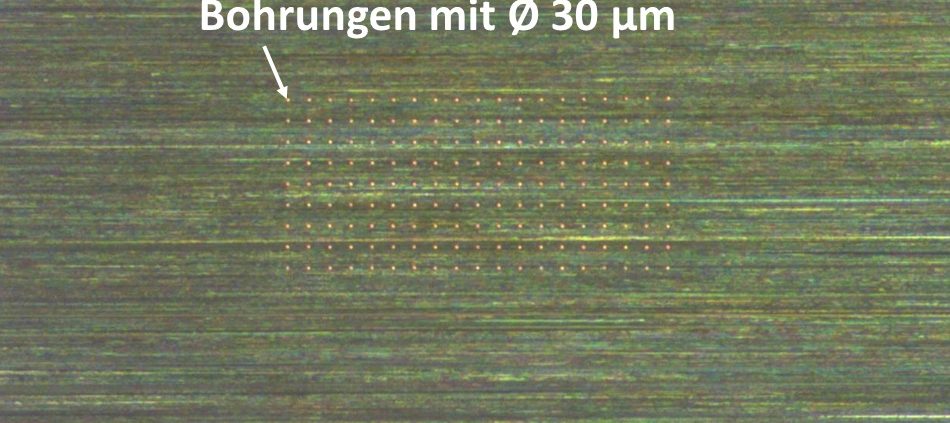
- Minimale Kanalbreite: 10 µm
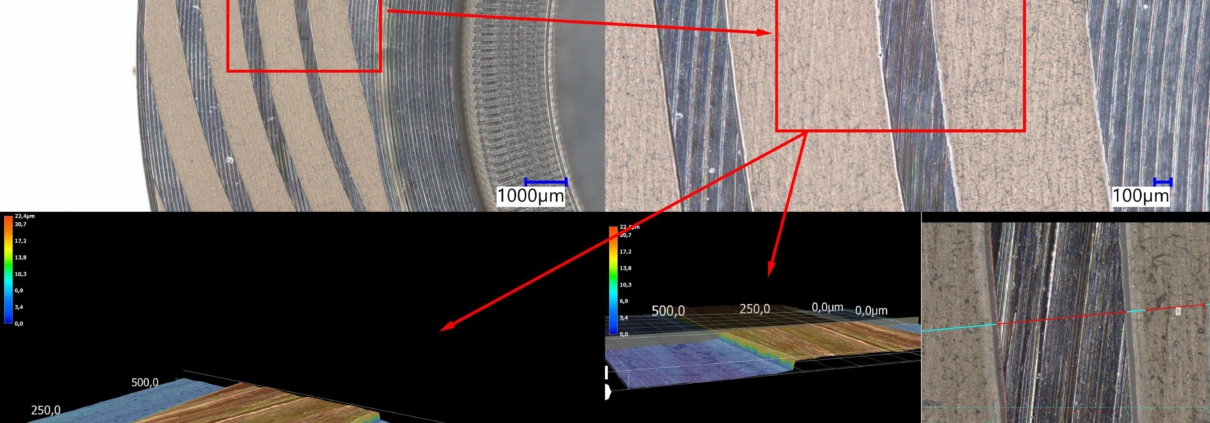
In einem Kundenprojekt haben wir eine definierte Kontur in die Oberfläche einer Motorwellenstirnseite eingraviert. Hierbei war es besonders wichtig, dass die geforderte Gravurtiefe über die gesamte Oberfläche des Prototypen bei engen Toleranzen eingehalten wird.